Finalizada la limpieza e inspección de las vainas, es preciso remover el fulminante usado y rectificarlas a su medida original. Texto: Daniel Stilmann.
 Deburring tool. Ésta es la herramienta empleada para remover la rebarba de la vaina luego de haberla acortado con el trimmer o torno manual.
Deburring tool. Ésta es la herramienta empleada para remover la rebarba de la vaina luego de haberla acortado con el trimmer o torno manual.
Por razones prácticas dividiremos este proceso según el uso ulterior que se le dará a la munición recargada. Para la caza aplicaremos el proceso denominado "full lenght sizing" o rectificado total de la vaina (RTV) Para aquellos que se dedican al bench rest describiremos el "neck sizing" (RC) ó la rectificación parcial o del cuello.
La diferencia entre ambos está dada por razones prácticas y también de precisión. Una vaina a la cual sólo se le rectifica el cuello podrá ser utilizada solamente en el mismo rifle que la disparó, ya que las medidas de su cuerpo corresponderán exactamente a las medidas de la recámara de esa arma. Si intentamos recamarar ésta munición en un arma diferente, aunque esté recamarada para el mismo cartucho, hay muchas posibilidades de que no se pueda cerrar el cerrojo. Algo poco deseable en medio de una cacería, donde un segundo disparo rápido puede ser necesario. La munición recargada para caza mayor (en particular de animales de mal talante), debe de ser totalmente rectificada. Lo mismo es válido para munición que se desee utilizar en armas semiautomáticas.
¿Pero, porque aquella munición con un rectificado parcial (neck sizing) es más precisa que las rectificadas en su totalidad (full lenght sizing)? Esto se debe a un problema de distribución de la energía que genera la combustión. La misma es utilizada en parte para expander la vaina y el resto en impulsar la punta. Cuanta más fuerza se utilice en el primer proceso menos quedará para el segundo.
Una vaina que ha sido rectificada en todas sus medidas, absorberá más energía generada por la deflagración para "estirar" sus paredes que una vaina a la cual sólo se realizó un neck sizing. Esto se traduce como una disminución y diferente distribución de la energía que será utilizada en empujar la punta. La curva de presión interna deja de ser continua ya que sufre pequeñas variaciones a lo largo de su trazo. En resumen, nuestra punta irá desplazándose a lo largo del cañón a "saltos" en lugar de hacerlo en una forma homogénea. Esto resulta en un claro deterioro de la precisión que se mide en centésimas de pulgada, lo cual carece de importancia para un cazador, pero no para un tirador de bench rest.
Inversamente, una vaina a la cual se la rectificó solamente el cuello no perderá energía en modificar sus paredes. En este caso la curva de presión será más homogénea en su trazado y la punta sufrirá una aceleración constante (asumiendo que el cañón no presenta irregularidades en su interior).
Pero además, una vaina que "copie" fielmente las paredes de su recámara presenta un bonus para el tirador, formando un head space perfecto, reduciendo así el retroceso del arma, que ciertamente no ayuda en el factor precisión.
El lector debe de recordar que la precisión de un arma depende de múltiples factores, entre ellos el tirador, la balística interna, el tipo de gatillo, el asentamiento de las partes metálicas con respecto a la madera de la culata, la corona del cañón, y entre otros tantos más que quedarán sin nombrar, el estado de la superficie interno del cañón. Cada uno de estos factores contribuye a su manera a mejorar ó degradar la precisión de un arma, y entre todos son responsables por la precisión final, la cual no depende solamente de la recarga, cómo muchos parecen pensar.
CALIBRACIÓN DEL DIE PARA RECTIFICADO TOTAL (F.L.S.).
Coloque en la prensa el shell holder correspondiente al calibre que quiere recargar. Luego lleve el mismo hasta el punto más alto del recorrido (bajando o subiendo el brazo de la prensa, según los diferentes modelos). Ahora enrosque el die en la parte superior de la prensa hasta que la base del mismo toque el shell holder. En este punto desenrosque un cuarto de vuelta el die, alejándolo del shell holder. Debe de quedar una luz perceptible a simple vista entre ambos.
Fije el die en esa posición con la rosca de fijación provista en el mismo. Este procedimiento impedirá que durante la rectificación empujemos hacia atrás el hombro de la vaina aumentando el head space del conjunto.
Observe en cuanto sobresale la aguja de expulsión del fulminante con respecto a la base del die. Cinco milímetros serán suficiente. Si la aguja está asentada muy corta no será capaz de expulsar el fulminante servido del oído de la vaina. Si por el contrario está asentada muy abajo, el expansor del cuello chocará contra el piso de la vaina, lo cual impedirá un correcto rectificado de la vaina y cabiendo la posibilidad de que el expansor aplaste el orifico de comunicación entre el oído y la vaina alterando la combustión. Una vez que halla calibrado el die asegúrese de ajustar la tuerca de sujeción de la varilla del extractor/expansor.
Tome las vainas y proceda a engrasarlas ligeramente. Con un cepillo adecuado engrase el cuello por dentro de una de cada cinco vainas. No se exceda con la cantidad de lubricante pues las vainas se abollarán.
Coloque la vaina en shell holder y accione la palanca de la prensa. En el movimiento ascendente dentro del die la vaina será rectificada a lo largo de su cuerpo y el fulminante viejo será expulsado. En el movimiento inverso, cuando la vaina sale del die, se rectifica el cuello. Notará que en este momento es donde debe de ejercer mayor presión a la palanca. Si la presión es exagerada agregue un poco de lubricante al interior del cuello de las próximas vainas a tratar.
Realizado esto se retira la vaina de la prensa y se remueve el lubricante con un trapo limpio. Al mismo tiempo se inspecciona el oído del fulminante. Si el mismo no ha sido rectificado nunca se procederá a hacerlo con el "primer pocket reamer". Esta operación será llevada a cabo una sola vez durante todo la vida de la vaina. Posteriormente se utiliza una herramienta denominada pocket cleaner, que remueve los restos de carbón del oído sin rectificar las paredes.
Las vainas se estiran con el uso, y es necesario recortarlas para poder recamararlas.
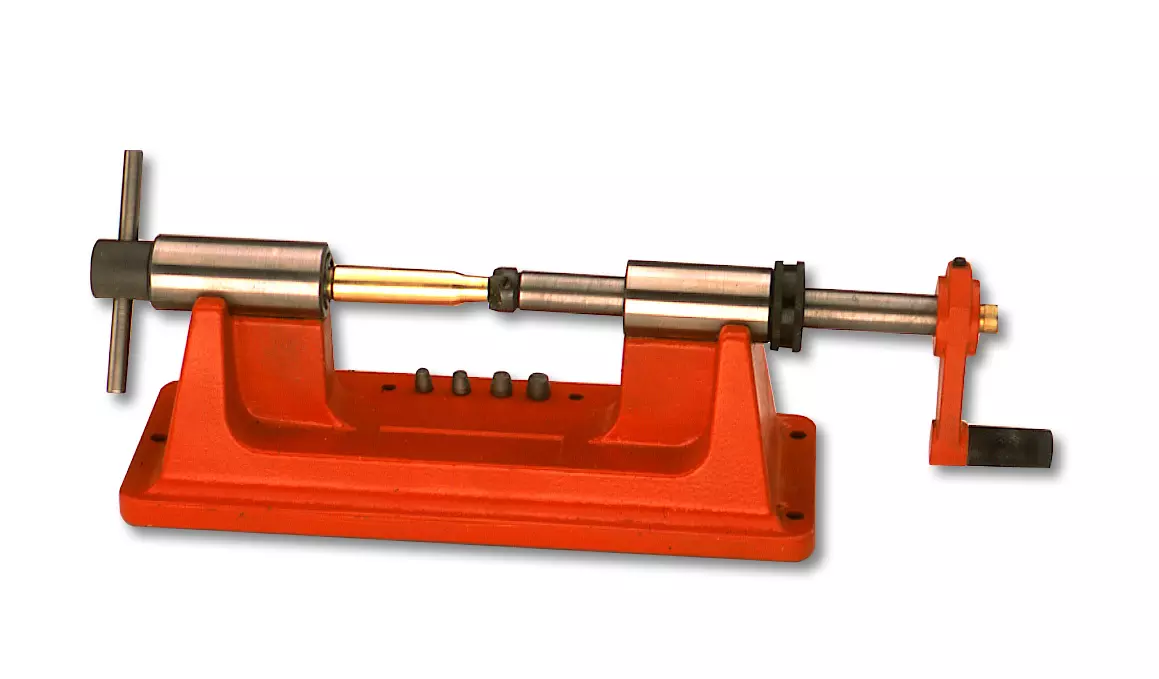
El torno de mano es la herramienta empleada para cortar las vainas a su medida definitiva.
La próxima medida a rectificar es el largo de la vaina. Se las mide y aquellas que se hallen fuera de medida son llevadas al "case trimmer" que no es más que un torno manual (ó eléctrico) que procede a recortar el excedente de material. Este proceso deja una rebarba residual en la boca de la vaina que debe ser removida. Con este fin se utiliza otra herramienta manual llamada "deburring tool" que empareja el borde del cuello, cortando al mismo tiempo su interior en chanfle. Esto es importante a fin de que el borde cuello no corte ó marque la base de la punta al ser asentada. Ambas operaciones, el trimming y el posterior deburring son realizadas cuando la vaina se halla fuera de medidas, y no con cada recarga.
La última rectificación corresponde al espesor de las paredes del cuello. Si toma un calibre y mide dicho espesor en diferentes puntos, verá que varía en sus dimensiones, ya sea una vaina usada como una nueva. Estas diferencias ejercerán presiones desparejas sobre la punta en el momento de "despegarse" de la vaina, lo que hace que la punta se salga del eje de alineación durante un breve lapso de tiempo. El suficiente como para que una de las paredes del proyectil toque antes que las demás el comienzo del estriado del cañón (rifling). Si bien la punta será alineada nuevamente dentro del mismo, las presiones ejercidas por los gases sobre su base, no serán uniformes. Esto afecta negativamente sobre la precisión.
El rectificado interno del cuello se denomina "inside neck reaming". El "outside turning" corresponde a la misma acción, pero sobre la parte externa del cuello. La herramienta necesaria es fabricada por RCBS y se llama "neck turner". La misma es un torno con una hoja de corte y un calibre. La misma extrae el exceso de material solamente de la parte más gruesa del cuello, rebajando el espesor de la hoja de latón por dentro y por fuera en una misma operación.
Este paso es prescindible y solamente necesario para aquellos que buscan alcanzar el máximo de precisión. Particularmente éste problema se presenta con vainas de calibres pequeños tipo Magnum, en vainas reformadas de un calibre mayor a uno menor, donde se acumula un exceso de material en el cuello (por ejemplo de .30-06' a .25-06'), y en las vainas nuevas destinadas a uso en competencias deportivas.
El espesor de las paredes del cuello incide sobre la precisión notoriamente.
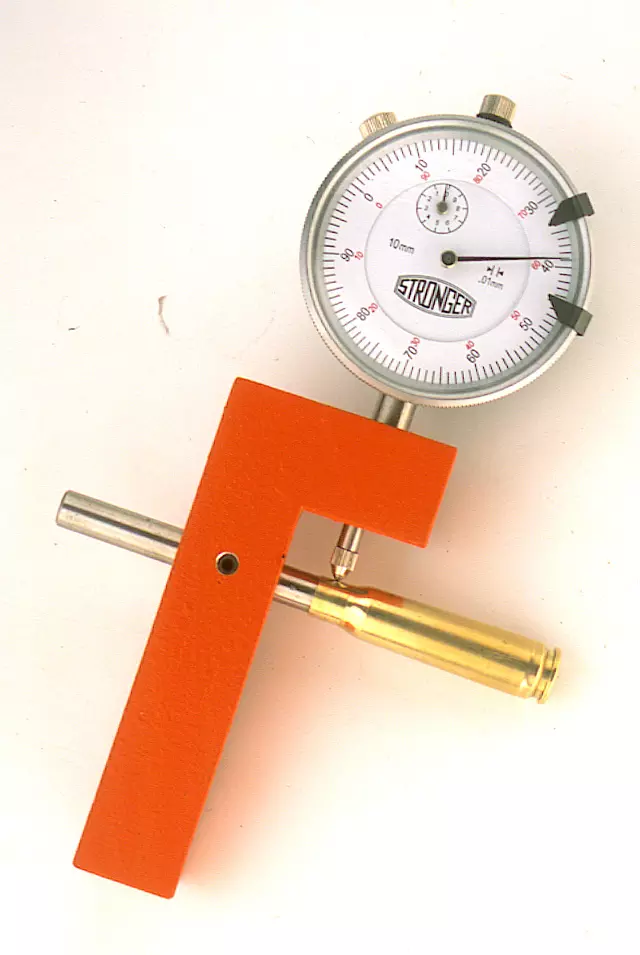
Comparador utilizado para medir el espesor del cuello.
Recién ahora estará lista nuestra vaina para colocarle el nuevo fulminante, operación denominada "priming". Nos referiremos a la misma de esta manera por ser más práctico. La misma puede ser llevada a cabo en la prensa, colocando un fulminante por ves, o con una herramienta separada la cual consta de una bandeja en la cual se colocan hasta cien fulminantes. Con una ligera presión de la mano sobre un brazo que se halla en el mango de la herramienta, el fulminante es asentado a presión. Esta es la forma más rápida y práctica de hacerlo. Con un poco de experiencia con ésta herramienta se puede asentar todos los fulminantes a la misma presión y altura.
Una vez que el fulminante ha sido colocado se debe inspeccionar visual y tactílmente que el mismo no sobresalga del oído. De ser así y durante el cierre podría producirse una detonación prematura por la presión que ejerce la cara anterior del cerrojo sobre la base de la vaina. Aquella munición que presente este problema debe de ser desarmada en su totalidad, utilizando guantes y protección visual durante el proceso. No intente nunca asentar un fulminante mal colocado presionándolo.
Cabe aquí unas palabras con respecto a los fulminantes. Los mismos vienen clasificados según que tipo de vaina se desee recargar. Small Rifle (SR), Large Rifle (LR) y Magnum (M). No son intercambiables. No sólo depende su utilización de la vaina a recargar. También el tipo de pólvora a utilizar tiene importancia. Un fulminante del tipo SR utilizado en la recarga de una vaina de .30-06 nos dará un encendido insuficiente. Si por el contrario utilizamos un fulminante tipo M las presiones pueden elevarse peligrosamente. Si bien existen pólvoras para el .30-06 que requieren de la utilización de este tipo de fulminante, son solamente específicos para dichas pólvoras y no para cualquier otra.
A fin de evitar cualquier error lamentable, es conveniente y necesario seguir las instrucciones de los manuales de recarga. Y mantener los componentes de recarga (pólvora, fulminantes, puntas), separados y claramente identificados en sus cajas originales.
En cuanto a la calibración de un neck sizer die es la misma que la descripta anteriormente. Estos dies se consiguen separados del juego de dies básico compuesto por el die para FLS y el die para asentar la punta. Si bien puede hacerse un rectificado del cuello solo con un die FLS esto requiere de práctica y será motivo de otra nota.
El próximo paso en la recarga corresponde a la carga de pólvora, técnica que será descripta en el próximo artículo (Recarga de Cartuchos Metálicos IV).